


Все продукты
Контактное лицо :
Hang Ning
Номер телефона :
+86 15009270259
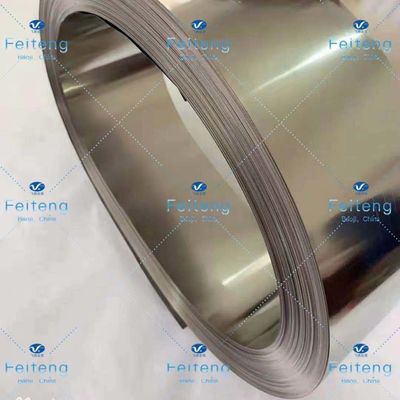
Высокопрочный крен фольги титана Gr2 ASTM B265

| Место происхождения | Baoji, Шэньси, Китай |
|---|---|
| Фирменное наименование | Feiteng |
| Сертификация | GB/T19001-2016 idt ISO9001:2015 GJB9001C-2017 |
| Номер модели | Крен фольги титана |
| Количество мин заказа | Быть обсуженным |
| Цена | To be negotiated |
| Упаковывая детали | Деревянный случай |
| Время доставки | Быть обсуженным |
| Условия оплаты | T/T |
| Поставка способности | Быть обсуженным |
Подробная информация о продукте
| Фирменное наименование | Feiteng | Номер модели | Крен фольги титана |
|---|---|---|---|
| Сертификация | GB/T19001-2016 idt ISO9001:2015 MANAGEMENT SYSTEM CNAS C034-M | Упаковка | Деревянный случай |
| Ранг | Gr2 | Место происхождения | Baoji, Шэньси, Китай |
| Материал | Титан | Спецификация | ASTM B265 |
| Выделить | Крен фольги титана ASTM B265,Крен фольги титана Gr2,Высокопрочный крен фольги ti |
||
Характер продукции
Крен фольги крена Gr2 ASTM B265 фольги титана
| Продукт | Крен фольги титана |
| Ранг | Gr2 |
| Упаковка | Деревянный случай |
| Порт доставки | Порт Сиань, порт Пекин, порт Шанхая, порт Гуанчжоу, порт Шэньчжэня |
Титан широко используемый металл, должный к своему легковесу, высокопрочно чем алюминиевому сплаву, может поддерживать высокопрочно чем алюминиевое на высокой температуре и сильно оценен индустрией авиации. Хорошие механические свойства титана по мере того как структурный материал достиган строго контролировать соотвествующее содержание примеси и добавлением присадочных элементов. Плавя процесс титана вообще унесен на высокой температуре над 800℃, поэтому его необходимо эксплуатировать в вакууме или под защитой инертной атмосферы. Титан облегченный, высокопрочные свойства длиной на радиолокаторе автомобилестроителей. С улучшением медицинской технологии, вживление металла в человеческом теле очень общая хирургическая операция. Должный к слабой реакции сброса металла титана с человеческой тканью, оно широко использован в искусственных косточках, искусственных соединениях, искусственных зубах и другое человеческое имплантирует.
В новейших времененах, фольга металла способов изготовления включает ковать, вакуумное испарение, завальцовка порошка, электролиз и calendaring, etc., но calendaring и электролиз все еще основные методы в крупносерийном производстве. Календарныйо метод для произведения алюминия, фольги как представитель, из-за своей пользы очень широко, поэтому развитие весьма быстро, формировало независимую обрабатывающую промышленность. Хотя оба метода можно использовать в продукции фольги меди, никеля и утюга, электролиз очевидно пользовался. В calendaring, фольга сформирована от толстой для того чтобы утончить, пока в электролизе фольга сформирована в обратном. Цены обработки всегда увеличивают с увеличением процесса. Поэтому, в дополнение к соотвествовать требованиям производительности, толщина также фактор, который нужно рассматривать выбирая способ производства. Предыдущая медная продукция фольги была 0,8 mm как граница, более тонкая чем свой соответствующий метод электролиза. С улучшением обрабатывающего оборудования и границы уменьшает до 0.2~0.4 mm. Фольга меди календаря может быть как тонка как 6 микронов, но ширина ограничена. В будущем, требование для тонкой и широкой фольги клонит быть больше и больше. Например, медная микроны половина метра фольги широкие и 50 толщиной постепенно была заменена одним метром широко и 35 микронами толстый. Самое широкое одно требует ширины до 2 метров, поэтому calendaring продукция ограничена. Польза медной фольги, фольги электрической меди, определяла 90-95%. Другие как фольга никеля, утюга и сплава имеют подобные тенденции.
6 больших особенностей:
1. высокопрочный
2. Корозия
3. сопротивление высокой температуры
4. хорошее сопротивление низкой температуры
5. экологически дружелюбные металлы
6. хорошая термальная проводимость
Порекомендованные продукты